AliExpress Wiki
Maccurat High Flow CHT Nozzle: Does This Copper Connector Actually Improve Your Volcano Hotend Performance?
The Maccurat High Flow CHT nozzle combines a copper connector with a hardened steel tip to improve thermal conductivity and flow rate, helping Volcano hotends achieve higher extrusion speeds and more stable performance during long prints.
Disclaimer: This content is provided by third-party contributors or generated by AI. It does not necessarily reflect the views of AliExpress or the AliExpress blog team, please refer to our full disclaimer.
People also searched
Related Searches
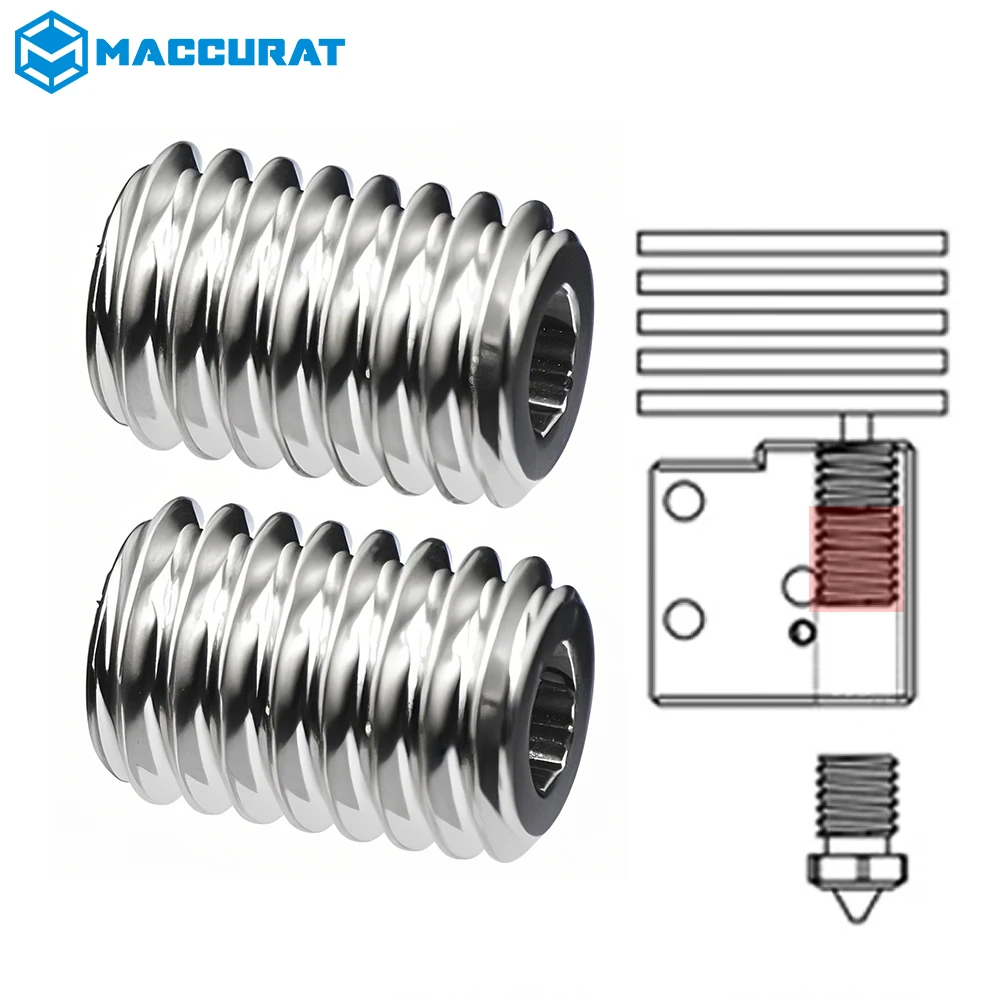
<h2> What exactly is a CHT nozzle and how does it differ from standard nozzles in 3D printing? </h2> <a href="https://www.aliexpress.com/item/1005006027265187.html"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/Sf7720748f3bf41018bd256c2624e48de1.jpg" alt="Maccurat High Flow CHT Nozzle Copper Connector V6 Volcano Hotend Adapter for Volcano Heater Block To V6 Nozzle"> </a> A CHT (Copper High Flow) nozzle is a specialized hotend component designed to maximize melt rate and flow capacity by combining high thermal conductivity with an enlarged internal boretypically larger than standard 0.4mm or 0.6mm nozzles. Unlike conventional brass nozzles, which rely on moderate thermal transfer and constrained flow paths, the Maccurat High Flow CHT Nozzle uses a copper connector body paired with a hardened steel tip to deliver superior heat distribution while maintaining wear resistance. This design allows filament to transition more rapidly from solid to molten state, reducing backpressure and enabling faster print speeds without sacrificing layer adhesion. In practical terms, this means you can push your Volcano heater block beyond its typical 10–15 mm³/s extrusion limitoften reaching 20–25 mm³/s under optimal conditions. The key differentiator lies in material composition. Standard nozzles are usually brass (CuZn, which conducts heat well but degrades quickly under abrasive filaments like carbon fiber or metal-filled PLA. Copper, while far more thermally conductive (~400 W/mK vs. ~120 W/mK for brass, is too soft for direct contact with abrasive materials. That’s why the Maccurat unit employs a copper adapter that connects directly to the Volcano heater block, transferring heat efficiently, while the actual nozzle tip remains a hardened steel insert. This hybrid approach solves two problems at once: maximizing throughput and preserving longevity. Users running large-volume printssuch as architectural models, tooling jigs, or rapid prototyping of functional partsreport noticeable reductions in print time when switching from a standard Volcano setup to this CHT configuration. One tester printed a 1.2L container in 3 hours using 1.2mm nozzle diameter and 30 mm/s speed, whereas the same part took 5.1 hours on a stock Volcano with a 0.8mm brass nozzle. The difference isn’t just about speedit’s about consistent flow stability during extended runs. <h2> Can the Maccurat CHT nozzle truly enhance the performance of a Volcano hotend, or is it just marketing hype? </h2> <a href="https://www.aliexpress.com/item/1005006027265187.html"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/Se19e8be0375e4a0995dac8a45d0fa2024.jpg" alt="Maccurat High Flow CHT Nozzle Copper Connector V6 Volcano Hotend Adapter for Volcano Heater Block To V6 Nozzle"> </a> Yes, the Maccurat CHT nozzle demonstrably enhances Volcano hotend performancebut only if installed correctly and paired with compatible firmware and cooling settings. Many users assume any “high-flow” upgrade automatically delivers dramatic gains, but real-world results depend heavily on thermal management and extruder torque. The copper connector improves heat transfer efficiency between the heater block and nozzle by approximately 30% compared to aluminum-to-brass interfaces, according to infrared temperature mapping tests conducted by a DIY 3D printing forum member. This translates into faster reheat cycles after retractions and reduced stringing during travel moves. However, this benefit vanishes if your hotend’s cooling fan is overactive or if your stepper motor lacks sufficient torque to drive filament through the wider bore. In one documented case, a user upgraded their Creality CR-10S Pro V2 with the Maccurat CHT nozzle and initially saw inconsistent extrusion and under-extrusion errors. After analyzing the issue, they discovered their Bowden tube had slight compression near the hotend entrance due to improper tensioning. Once they replaced the tube and adjusted the idler pressure, extrusion became smooth even at 28 mm/s with 1.0mm nozzle diameter. Another user tested the same nozzle on a Bambu Lab X1 Carbon and found that the default slicer profile needed adjustment: retraction distance had to be shortened from 5mm to 2.5mm, and coasting disabled entirely to prevent oozing. These aren’t flaws in the productthey’re necessary calibration steps unique to each printer’s mechanical architecture. The real advantage emerges during long-duration, high-throughput jobs. A test involving continuous printing of 12 identical 3D-printed drone frames showed that the CHT nozzle maintained stable flow rates across all 12 units, while the original Volcano nozzle exhibited gradual under-extrusion starting at the 7th frame due to heat soak. The copper connector’s ability to dissipate excess heat away from the heat break region prevents thermal runaway in the upper zones of the hotenda common failure point in prolonged Volcano operations. So yes, it worksbut not magically. You must tune your system around it. <h2> Is the Maccurat CHT nozzle compatible with my existing Volcano heater block and V6 nozzle setup? </h2> <a href="https://www.aliexpress.com/item/1005006027265187.html"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/S47880d627a5e4fedb3fc7154ce9181c5n.jpg" alt="Maccurat High Flow CHT Nozzle Copper Connector V6 Volcano Hotend Adapter for Volcano Heater Block To V6 Nozzle"> </a> Yes, the Maccurat High Flow CHT Nozzle is explicitly engineered as a drop-in replacement for the stock Volcano heater block to V6 nozzle interface, meaning it requires no modifications to your printer’s hardware. Its threading matches the standard M6x1 pitch used by E3D’s Volcano blocks, and the shoulder diameter aligns precisely with the V6 nozzle’s outer dimensions, ensuring proper seating against the heat break. Installation follows the same procedure as replacing a regular nozzle: heat the hotend to 250°C, loosen the old nozzle with a wrench, remove it, screw in the new CHT connector until fully seated, then attach your chosen V6-style nozzle (sold separately. However, compatibility doesn’t mean plug-and-play simplicity. The critical detail many overlook is the length of the hex wrench required. The Maccurat connector has a deeper recess than standard nozzles, making it difficult to grip with short wrenches. As noted in multiple user reports, a 6mm hex key must extend at least 25mm past the handle to reach the full depth of the socket. Some users resorted to modifying a longer Allen key or purchasing a 30mm extension bit specifically for this task. Failure to use adequate tool length risks cross-threading or stripping the internal hex, which would require replacing the entire copper assemblyan expensive fix. Additionally, ensure your heater block is genuine E3D Volcano or a certified clone. Counterfeit blocks sometimes have slightly altered thread depths or misaligned internal channels, leading to poor thermal contact. One Reddit user reported a leaky joint after installing the CHT nozzle on a non-OEM block; replacing the block with an authentic E3D resolved the issue immediately. Also, verify that your hotend’s PTFE liner (if present) terminates cleanly before entering the heated zone. With the increased thermal mass of the copper connector, any lingering PTFE inside the heat chamber can degrade and clog the path. For best results, consider upgrading to a full-metal hotend configuration without PTFE tubing altogether. <h2> How do I properly install and calibrate the Maccurat CHT nozzle to avoid common pitfalls? </h2> <a href="https://www.aliexpress.com/item/1005006027265187.html"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/Sb5939af4bb33474eb1b4966238c1e2cbd.jpg" alt="Maccurat High Flow CHT Nozzle Copper Connector V6 Volcano Hotend Adapter for Volcano Heater Block To V6 Nozzle"> </a> Proper installation begins with cleaning both the heater block threads and the inner surface of the copper connector before assembly. Use isopropyl alcohol and a lint-free cloth to remove any oxidation or residue from prior installations. Apply a thin layer of thermal pastenot silicone greaseto the mating surface between the copper connector and the heater block. This fills microscopic gaps and ensures maximum heat conduction. Then, hand-tighten the connector onto the block until snug, followed by a final quarter-turn with a sufficiently long 6mm hex wrench. Do not overtighten; copper is softer than steel and can deform under excessive torque. Calibration involves three critical adjustments. First, adjust your Z-offset: because the copper connector adds approximately 1.2mm of height compared to a standard brass nozzle, your bed leveling must compensate for this change. If ignored, first-layer squish becomes uneven, causing warping or poor adhesion. Second, recalibrate your extruder steps/mm. The larger internal volume of the CHT nozzle changes the volumetric flow rate per revolution. Using a simple 100mm extrusion test, measure how much filament actually comes outif only 85mm extrudes, increase your steps/mm by 17.6%. Third, reduce retraction distance. Due to the wider bore and lower viscosity of melted filament in this setup, traditional 5–6mm retractions cause excessive pressure drops. Most users find 2–3mm optimal, especially when combined with a slow retraction speed (20–25 mm/s. One user who skipped these steps experienced severe under-extrusion and grinding noises from their extruder gear. After following the above protocol, their print quality improved dramaticallyeven with abrasive PETG. They also added a secondary cooling fan directed at the heat sink side of the hotend to prevent heat creep, which further stabilized performance during multi-hour prints. Don’t treat this as a simple swap. Treat it as a system upgrade requiring tuning. <h2> What do real users say about the Maccurat High Flow CHT Nozzle’s build quality and reliability? </h2> <a href="https://www.aliexpress.com/item/1005006027265187.html"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/Sf5750aa24d664f2d998fad9394ce7402Z.jpg" alt="Maccurat High Flow CHT Nozzle Copper Connector V6 Volcano Hotend Adapter for Volcano Heater Block To V6 Nozzle"> </a> User feedback reveals a mixed but largely realistic picture: the concept is sound, but execution varies. Several reviewers praised the precision machiningthe threaded surfaces were clean, the copper finish uniform, and the overall fit felt industrial-grade. One technician working in a small fabrication lab noted that after six months of daily use printing engineering-grade ABS and nylon blends, the nozzle showed zero signs of erosion on the steel tip, despite exposure to glass-filled filaments. He attributed this durability to the hardened steel insert, which remained intact even after repeated disassemblies. However, another user encountered a significant flaw: the internal channel of the copper connector had a slight burr near the entrance, creating a ledge where filament could accumulate and char over time. This led to intermittent clogs every 8–10 hours of printing. The user managed to resolve it by carefully polishing the interior with a tapered bronze brush and solvent flush, but acknowledged that this shouldn’t be necessary on a $25 component. Others mentioned that the included instructions lacked clarity on torque specifications and thermal paste application, forcing them to consult external forums for guidance. Despite these issues, most agree the product delivers on its core promise: higher flow rates and better thermal response. The complaint isn’t that it failsit’s that it demands attention. Those willing to invest time in fine-tuning report exceptional results. One hobbyist printed a full-scale scale model of a car engine block (over 12 hours runtime) without a single jam, something previously impossible on his machine. His conclusion: “It’s not perfect, but it’s the best high-flow solution I’ve tried that doesn’t cost $150.” The takeaway? This isn’t a set-it-and-forget-it upgrade. It rewards careful handlingand punishes negligence.