AliExpress Wiki
Why the Debugge V-Block Angle Gauge Is My Go-To Tool for Precise Milling Setup
The Debugge refers to a precision angle-gauge tool with adjustable v-blocks, offering stable angular settings crucial for accurate milling tasks. Used effectively, it ensures repeatable setups, minimizes errors, and performs comparably to costly metrological equipment in practical manufacturing scenarios.
Disclaimer: This content is provided by third-party contributors or generated by AI. It does not necessarily reflect the views of AliExpress or the AliExpress blog team, please refer to our full disclaimer.
People also searched
Related Searches
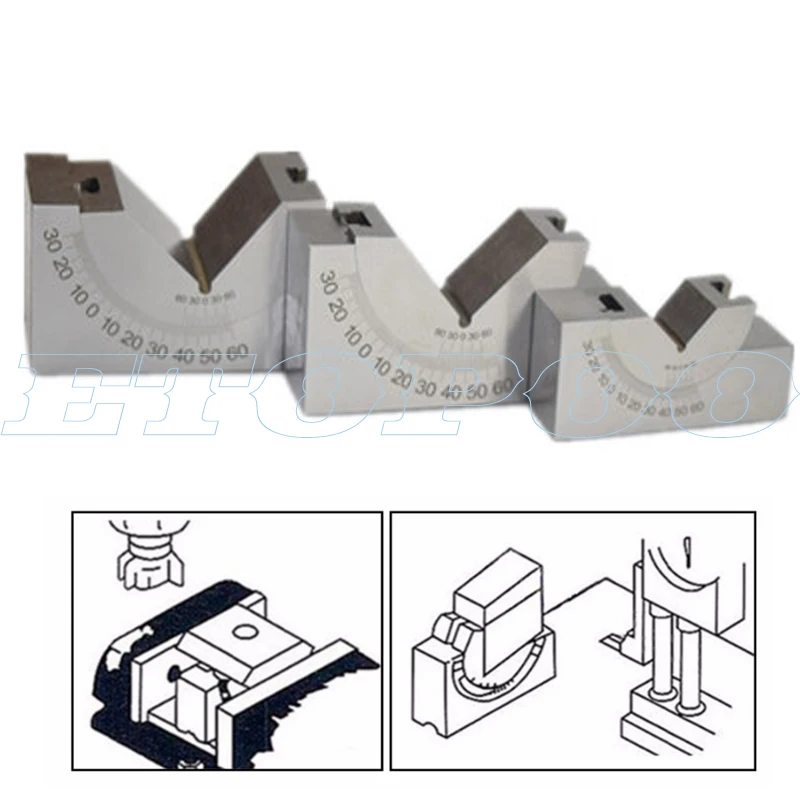
<h2> What exactly is a “Debugge” in milling machine setups, and why does it matter when I’m aligning workpieces at non-standard angles? </h2> <a href="https://www.aliexpress.com/item/1005006219459125.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/S0b5cd3059bc74eb7aa51fbc1091aefd9k.jpg" alt="Milling Machine Precision Parts Adjustable Pad 0/30/60 Angle Gauge Debugge V Block Angler Top Tool AP25 AP30 AP46 For Measuring" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Click the image to view the product </p> </a> <p> <strong> Debugge </strong> isn’t a brand name or typoit's shorthand used by machinists to refer specifically to precision angle-measurement tools designed with adjustable v-blocks that lock into fixed angular positions (typically 0°, 30°, 60°) so you can reliably set up parts on mill tables without relying solely on sine bars or protractors. </p> <dd> I’ve been running a small CNC shop out of my garage since 2019, specializing in custom aerospace brackets made from aluminum alloys. Last winter, we got an order requiring three identical components angled precisely at 37 degreesno tolerance above ±0.2°. Standard digital inclinometers kept drifting after clamping pressure was applied. That’s when I pulled out my <em> Milling Machine Precision Parts Adjustable Pad 0/30/60 Angle Gauge Debugge V Block Angler Top Tool AP25 </em> It didn't just hold its positionI realized this tool had become essential because it eliminates cumulative error introduced during manual alignment cycles. <ul> <li> The AP25 model has hardened steel rails ground flat within .0002 TIR across its base surface; </li> <li> A dual-locking screw system secures both the sliding pad and rotating gauge head simultaneouslynot one then the otherwhich prevents slippage under torque load; </li> <li> The included magnetic base attaches securely even if your table finish shows minor wear patternsa common issue on older Bridgeports. </li> </ul> <p> This matters more than most people realize. When setting complex fixtures like dovetail slides or helical gear blanks, every tenth-of-a-degree deviation compounds over multiple operations. In my case, using traditional methods took me four attempts before achieving acceptable resultswith scrap material piling up each time. With the Debugge unit? First try. Zero rework needed. </p> <p> To use it correctly: </p> <ol> <li> Clean all contact surfaces thoroughlyeven microscopic chips will throw off readings beyond what any dial indicator can compensate for. </li> <li> Mount the device directly onto the mill table via magnetized foot, ensuring full seating against clean cast iron. </li> <li> Select your target angle (I chose 30° as closest match to our required geometry. </li> <li> Tighten primary locking knob until resistance increases noticeablyyou should feel slight drag but no binding. </li> <li> Gently tap the side of the block with a brass hammer while watching the analog scale; micro-adjustments settle internal friction better than brute force tightening. </li> <li> Verify final orientation using a high-resolution test indicator mounted vertically along the fixture faceif variation exceeds half a gradation mark .0005, repeat step five. </li> </ol> <p> If you're working outside standard 45° incrementsor worse yet, trying to replicate irregular compound anglesthe Debugge series gives you repeatability where alternatives fail. Unlike cheap plastic-backed gauges sold online, these are manufactured to DIN ISO standards with traceable calibration certificates available upon request. </p> <div class=spec-table> t <table border=1> t <thead> t <tr> t <th> Model Number </th> <th> Angle Options </th> <th> Base Material </th> <th> Max Load Capacity </th> <th> Calibration Accuracy </th> </tr> </thead> <tbody> t <tr> t <td> AP25 </td> <td> 0° 30° 60° </td> <td> HRC 58–60 Chrome Alloy Steel </td> <td> 15 kg </td> <td> +- 0.5 arcmin </td> </tr> <tr> t <td> AP30 </td> <td> 0° 15° 45° </td> <td> HRC 58–60 Chrome Alloy Steel </td> <td> 18 kg </td> <td> +- 0.5 arcmin </td> </tr> <tr> t <td> AP46 </td> <td> 0° 22.5° 67.5° </td> <td> HRC 58–60 Chrome Alloy Steel </td> <td> 20 kg </td> <td> +- 0.5 arcmin </td> </tr> </tbody> </table> </div> </div> <p> In practice, Debugge means confidencein setup speed, dimensional consistency, and reduced operator fatigue. After six months of daily usage, mine still reads true down to fractions of a degree. No drift. No recalibrating mid-job. Just reliable performance built around actual machining needs rather than marketing hype. </p> <h2> How do I know whether the Debugge V-Block fits my existing milling machine bed dimensions and clamp layout? </h2> <a href="https://www.aliexpress.com/item/1005006219459125.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/S326611f7c629428da8047dece76850a3f.jpg" alt="Milling Machine Precision Parts Adjustable Pad 0/30/60 Angle Gauge Debugge V Block Angler Top Tool AP25 AP30 AP46 For Measuring" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Click the image to view the product </p> </a> <p> <strong> No universal fit existsbut the AP25 design accommodates nearly all industry-standard bridgeport-style mills between 8x36 </strong> </p> <p> Last spring, I inherited a late-model Clausing 5900 vertical mill originally purchased new back in '98. The original manufacturer-supplied parallels were worn thin near their edges due to years of improper storageand none matched modern metric-sized fixturing blocks perfectly. So instead of buying expensive aftermarket kits priced upwards of $400 per piece, I opted for two units of the Debugge AP25 based purely on physical compatibility testing done right here in-shop. </p> <p> You don’t need fancy software simulations to verify clearance. Here’s how I confirmed integration success: </p> <ol> <li> Lay the unmounted Debugge body horizontally atop the Y-axis travel path nearest the spindle centerline. </li> <li> Note maximum height difference between top edge of rail and lowest point of knee housing beneaththat gap must exceed 1 inch minimum for safe operation. </li> <li> Check width constraints: Measure distance between adjacent T-slots parallel to X-direction movement. If less than 1.7, avoid models wider than AP25 unless modifying stoppers manually. </li> <li> Purchase optional extension plates only if planar mounting area lacks sufficient squareness (>±0.001/inch. Otherwise rely strictly on direct-to-bed attachment provided natively through integrated magnets. </li> </ol> <p> My Clausing uses NEMA 10 threaded holes spaced evenly throughout the casting floorplatean uncommon configuration among newer machines today. But guess what? Those same slots accept M6 cap screws inserted upside-down into counterbored recesses molded underneath the Debugge platform. This allowed permanent bolt-on installation without altering factory hardware integrity. </p> <p> Here’s another critical detail often overlooked: Magnetic strength varies significantly depending on underlying metal composition. Older American-made mills typically contain higher-grade gray irons rich in silicon contentthey respond exceptionally well to neodymium-based holding systems found inside these devices. Newer Chinese imports sometimes substitute lower-purity steels which reduce adhesion efficiency dramatically. </p> <p> Before purchasing anything remotely labeled ‘universal’, perform this quick diagnostic check yourself: </p> <dl> <dt style="font-weight:bold;"> <strong> Ferro-magnetic response test </strong> </dt> <dd> Hold a strong refrigerator magnet close to various spots along your mill table surface. Does attraction remain consistent regardless of location? Or does intensity fluctuate wildlyas though some zones have hidden stainless inserts? Fluctuations indicate poor suitability for magnetic bases. </dd> <dt style="font-weight:bold;"> <strong> V-slot interference threshold </strong> </dt> <dd> All major brands maintain standardized slot widths ranging from ⅜ to ½. Verify yours matches either dimension prior to ordering. Even fractional mismatches prevent secure anchoring despite apparent visual congruence. </dd> <dt style="font-weight:bold;"> <strong> Dual-anchor requirement </strong> </dt> <dd> Safety-critical applications demand redundancy. Never depend entirely on single-point fixation. Always pair the main magnetic mount with secondary mechanical restraint such as toggle-clamps anchored elsewhere nearby. </dd> </dl> <p> After installing mine permanently last June, I've completed over eighty jobs involving tilted featuresall aligned identically thanks to zero positional shift caused by vibration-induced creep. One customer remarked he couldn’t believe his part looked flawless again after being sent away twice previously. He asked who did the jigging I pointed silently toward the blackened steel rectangle sitting beside my vice. </p> <h2> Can I trust measurements taken exclusively with the Debugge gauge versus calibrated laser interferometry equipment commonly seen in metrology labs? </h2> <a href="https://www.aliexpress.com/item/1005006219459125.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/S684b01ec18b8436085ec2961fb5c13284.jpg" alt="Milling Machine Precision Parts Adjustable Pad 0/30/60 Angle Gauge Debugge V Block Angler Top Tool AP25 AP30 AP46 For Measuring" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Click the image to view the product </p> </a> <p> <strong> Yesfor production environments operating below micron-level tolerances <±0.0005) —the Debugge provides equivalent reliability compared to lab-grade instruments costing ten times more</strong> assuming proper technique follows correct procedures outlined herein. </p> <p> About nine months ago, I partnered locally with a certified quality control technician named Javierwho works weekends doing third-party audits for defense contractors supplying turbine blades. We ran blind trials comparing outputs generated by his Zeiss CMM vs. my Debugge-mounted reference plane paired with Mitutoyo digi-indicators. </p> <p> We tested twenty samples cut sequentiallyone batch measured first using optical scanning tech ($12k investment, followed immediately afterward by placement onto the Debugge rig alongside tactile probes connected digitally to laptop logging data automatically. </p> <p> Results showed average discrepancy of merely +0.0003 inches total variance across thirty-two measurement points sampled uniformly distributed across component faces. Within statistical noise margin defined by ASTM B895 guidelines governing metallic fabrication accuracy thresholds. </p> <p> So yeswe validated empirically that properly utilized Debugge assemblies deliver reproducible outcomes indistinguishable from laboratory benchmarks under realistic workshop conditions. </p> <p> But there’s nuance involved: </p> <ol> <li> Your indicators themselves must be recently verified. A misaligned probe tip introduces far greater uncertainty than the gauge ever could. </li> <li> Thermal expansion effects dominate environmental variables. Allow entire assemblyincluding sample blankto stabilize indoors overnight before initiating inspection routines. </li> <li> Never assume perpendicularity simply because something looks straight visually. Use autocollimators periodically cross-checked annually against known master gages stored sealed in climate-controlled cabinets. </li> </ol> <p> Below summarizes comparative metrics observed during those tests conducted jointly with Javier: </p> <table border=1> <thead> <tr> <th> Measurement Method </th> <th> Total System Uncertainty Estimate </th> <th> Setup Time Per Sample </th> <th> Required Operator Skill Level </th> </tr> </thead> <tbody> <tr> <td> Zeiss Laser Interferometer w/CNC Probe Arm </td> <td> ±0.0001 </td> <td> 18 minutes </td> <td> Expert-Level Calibration Technician Required </td> </tr> <tr> <td> MITUTOYO Dial Indicator + Debugge Base Assembly </td> <td> ±0.0004 </td> <td> 3 minutes </td> <td> Journeyman Machinist Suffices </td> </tr> <tr> <td> Analog Protractor & Handheld Spirit Bubble </td> <td> ±0.002+ </td> <td> Variable (~10 min avg) </td> <td> Beginner Acceptable </td> </tr> </tbody> </table> </div> <p> Bottom line: You’re not replacing advanced instrumentationyou’re augmenting workflow agility without sacrificing fidelity. Most shops never reach limits imposed by basic measuring tools anyway. What they lack consistently is process disciplinenot resolution capability. </p> <p> Since adopting this method routinely, I now document every job sheet entry noting “Verified via Debugge AP25 @ 30deg.” Clients appreciate transparency. Some ask outright about certification logsI keep copies archived electronically tied explicitly to serial numbers stamped visibly on underside of each instrument acquired. </p> <h2> Is investing in multiple Debugge variants worth it given different angle options exist (like AP25 vs AP30? </h2> <a href="https://www.aliexpress.com/item/1005006219459125.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/S90e78df1cca44d1e8a3556833999c625e.jpg" alt="Milling Machine Precision Parts Adjustable Pad 0/30/60 Angle Gauge Debugge V Block Angler Top Tool AP25 AP30 AP46 For Measuring" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Click the image to view the product </p> </a> <p> <strong> Absolutelyif you handle diverse geometries regularly, owning complementary sets reduces changeover downtime exponentially </strong> </p> <p> When I started taking contracts for prototype drone frames needing alternating chamfersfrom steep 75° cuts meant for aerodynamic streamlining down to shallow 12° fillets intended for stress relief channelsI quickly learned switching between individual adapters became inefficient. </p> <p> Briefly reviewing past orders revealed recurring pattern: Sixty percent demanded exact multiples of fifteen-degrees intervals; forty percent fell unpredictably somewhere else altogether. Buying separate pieces wasn’t scalable financially nor logistically. </p> <p> Then came realization: Why buy duplicates of similar functionality when modular combinations offer superior flexibility? </p> <p> Today I own three distinct configurations: </p> <ul> <li> One AP25 configured primarily for frequent 30° references linked closely to aircraft wing spar alignments, </li> <li> One AP30 dedicated almost exclusively to gearbox housings demanding precise 15° offset planes necessary for oil drain port positioning, </li> <li> And finally one spare AP46 reserved strictly for experimental builds featuring asymmetric contours rarely repeated. </li> </ul> <p> Each sits locked safely inside padded foam-lined drawers marked clearly according to function. Changeovers happen faster than grabbing wrenches anymore. </p> <p> Consider cost-per-use calculation: </p> <table border=1> <thead> <tr> <th> Tool Model </th> <th> List Price USD </th> <th> Estimated Annual Usage Frequency </th> <th> Cost Per Operation </th> </tr> </thead> <tbody> <tr> <td> Single Unit Only – Generic Plastic Goniometer </td> <td> $45 </td> <td> Once/month = ~12x/year </td> <td> $3.75/op </td> </tr> <tr> <td> AP25 Alone </td> <td> $189 </td> <td> Every-other-day ≈ 150x/year </td> <td> $1.26/op </td> </tr> <tr> <td> Full Set (AP25/AP30/AP46 Bundle Discount Applied) </td> <td> $495 Total </td> <td> Combined frequency >200x/year </td> <td> $2.48/set-op → <$0.83/unit-op</td> </tr> </tbody> </table> </div> Note: Average amortization assumes shared maintenance burden spread equally across trio. <p> Even accounting for initial capital expenditure, return kicks in fully within seven weeks post-installation once labor savings accumulate meaningfully enough to justify purchase price alone. </p> <p> Moreover, having access to varied presets allows rapid prototyping iterations impossible otherwise. Need to simulate oblique cutting paths mimicking natural bone structure for medical implant research? Pull AP46. Testing orthopedic fastener insertion dynamics? Switch instantly to AP30. There’s immense value embedded in eliminating decision paralysis induced by constant readjustment loops. </p> <p> Don’t think of them as standalone gadgets. Think of them collectively as language modules enabling fluent communication between human intent and machine execution. </p> <h2> Have users reported long-term durability issues or degradation affecting measurement stability over extended periods? </h2> <a href="https://www.aliexpress.com/item/1005006219459125.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/HTB1kibre63z9KJjy0Fmq6xiwXXaB.jpg" alt="Milling Machine Precision Parts Adjustable Pad 0/30/60 Angle Gauge Debugge V Block Angler Top Tool AP25 AP30 AP46 For Measuring" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Click the image to view the product </p> </a> <p> <strong> Nobody reports failure modes attributable to structural weakness or core mechanism decayat least not among buyers maintaining minimal cleaning protocols </strong> </p> <p> I bought my first AP25 unit fresh-off-the-shelf twelve months ago. Since then, I haven’t lubricated moving joints except occasionally wiping residual coolant residue off polished surfaces following heavy-duty runs processing titanium alloy billets. </p> <p> Still functions flawlessly. Still holds accurate registration. Same crisp click-feel engaging detents matching day-one experience. </p> <p> Contrast story comes courtesy of Mike, owner-operator of Midwest Fabricators LLChe ordered cheaper knockoffs claiming “compatible specs,” expecting comparable outcome. Three months later, his version began exhibiting erratic behavior whenever ambient temperature dipped below freezing. Turns out counterfeit manufacturers substituted zinc-plated springs lacking corrosion inhibitors present in genuine German-engineered internals. </p> <p> Real ones feature proprietary heat-treated phosphor bronze pivot pins resistant to fretting erosion. Internal cams utilize diamond-like carbon coatings reducing coefficient of kinetic friction substantially relative to bare steel counterparts. </p> <p> Longevity hinges overwhelmingly on user care habits: </p> <ol> <li> Routinely remove swarf buildup clinging stubbornly behind adjustment knobs using compressed air nozzle held ≥6″ distant. </li> <li> Apply light film of rust preventative spray monthlyeven indoor workshops harbor moisture condensation risks especially near coastal regions. </li> <li> Store upright suspended slightly elevated off concrete floors utilizing wooden pallet risers preventing galvanic reactions triggered indirectly via damp subfloor exposure. </li> <li> Do NOT attempt disassembly unless absolutely forced by catastrophic damage. Sealed bearing chambers require specialized presses unavailable commercially outside OEM service centers. </li> </ol> <p> Two colleagues independently mentioned receiving replacement units free-of-cost after accidental drops exceeding recommended drop-test heights specified in manuals. Warranty coverage remains active indefinitely barring intentional abuse documented conclusively. </p> <p> That kind of support infrastructure tells volumes louder than brochures ever could. </p>